
ທໍ່ຮູບໄຂ່ແມ່ນຮູບໄຂ່ທີ່ຮາບພຽງຢູ່ໃນສ່ວນຂ້າມ (ຍາວ 80-200mm, ແກນສັ້ນ 30-80mm), ແລະ burrs ຂ້າມແມ່ນມັກຈະເກີດຂື້ນໃນເວລາຕັດມຸມຂວາ. ຂະບວນການແລະເຄື່ອງມືທີ່ຕ້ອງການເພື່ອໃຫ້ບັນລຸການປະມວນຜົນທີ່ຊັດເຈນເພື່ອຮັບປະກັນຄຸນນະພາບຂອງການເຊື່ອມໂລຫະທີ່ຕໍ່ມາຫຼືການປະກອບ.
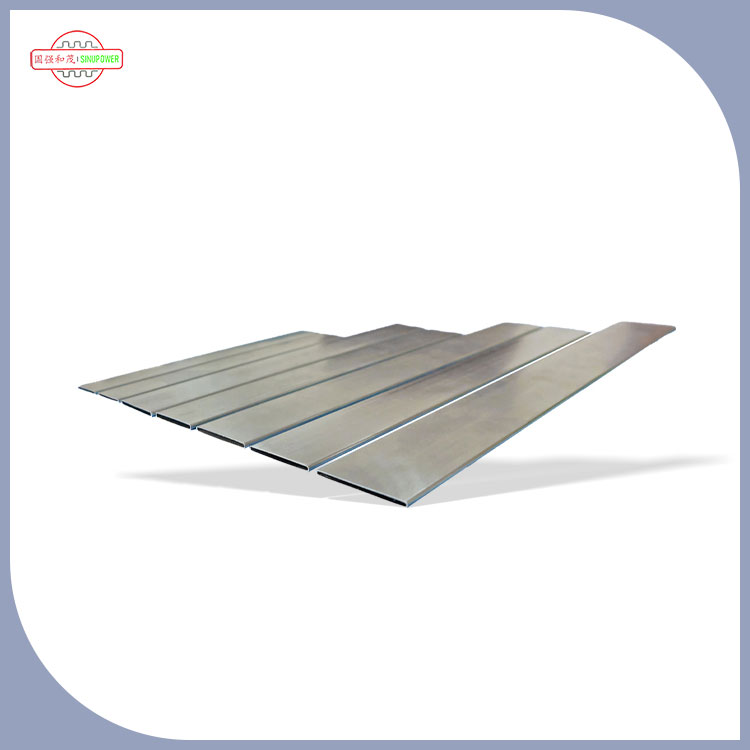
ຄວາມຫຍຸ້ງຍາກໃນການຕັດແມ່ນສຸມໃສ່ຄຸນລັກສະນະຂ້າມພາກສ່ວນ. ໂຄງສ້າງທີ່ບໍ່ສະເຫມີກັນຂອງທໍ່ຮູບໄຂ່ທີ່ຮາບພຽງເຮັດໃຫ້ມັນຍາກທີ່ຈະຮັບປະກັນຄວາມຖືກຕ້ອງໃນມຸມທີ່ຖືກຕ້ອງຂອງວິທີການທີ່ມີຂະຫນາດຫນຶ່ງທີ່ເຫມາະສົມກັບແບບດຽວ. ຖ້າການຕັດມຸມຕັດແມ່ນໃຫຍ່ກວ່າ 1 ອົງສາ, ຊ່ອງຫວ່າງຂອງຮູເບີນຈະເກີນ 0.5 ມມ, ສົ່ງຜົນກະທົບຕໍ່ຄວາມເຂັ້ມແຂງຂອງການເຊື່ອມ. ນອກຈາກນັ້ນ, ໃນເວລາທີ່ຄວາມຫນາຂອງຝາຜະຫນັງ (ປົກກະຕິແມ່ນ 2-5 ມມ) ແມ່ນບໍ່ເທົ່າກັນ, ຄວາມຮ້ອນດ້ານໃນທ້ອງຖິ່ນແລະການຜິດປົກກະຕິຂອງທ້ອງຖິ່ນແມ່ນມັກຈະເກີດຂື້ນ. ໂດຍສະເພາະໃນການປຸງແຕ່ງວັດສະດຸສະແຕນເລດ, ອຸນຫະພູມສູງຈະເຮັດໃຫ້ລະດັບ oxide ສາມາດປະກອບເປັນ, ເພີ່ມຄ່າໃຊ້ຈ່າຍທີ່ປັ່ນປ່ວນຕໍ່ໄປ.
ການຄັດເລືອກເຄື່ອງມືຕ້ອງການກັບອຸປະກອນການແລະສະເພາະ. ສໍາລັບທໍ່ຮູບຊົງຂອງໂລຫະທີ່ມີໂລຫະຄາບອນ, ປະຈຸບັນ 80-120A), ປະຈຸບັນ 80-120A) ສໍາລັບວັດສະດຸສະແຕນເລດ, ການຕັດເລເຊີ (ພະລັງງານ 500-1000W), ເຊິ່ງສາມາດຮັບຮູ້ໄດ້ໂດຍບໍ່ມີການຕິດຕໍ່ໂດຍເສັ້ນໃຍທີ່ມີປະສິດຕິຜົນ, ໂດຍມີການກັດກ່ອນ. ທໍ່ບາງໆ (ຄວາມຫນາ <3mm) ສາມາດໃຊ້ສາຍລວດ cnc ທີ່ມີຄວາມຖືກຕ້ອງຂອງ± 0.01mm, ເຊິ່ງເຫມາະສໍາລັບການປຸງແຕ່ງສ່ວນປະກອບທີ່ມີຄວາມແມ່ນຍໍາ.
ຂັ້ນຕອນການປະຕິບັດງານແມ່ນສຸມໃສ່ການຕັ້ງຄ່າການວາງແລະພາລາມິເຕີ. ກ່ອນທີ່ຈະຕັດ, ອຸປະກອນທໍ່ຕ້ອງໄດ້ຮັບການແກ້ໄຂໂດຍການແກ້ໄຂເພື່ອຮັບປະກັນວ່າເສັ້ນຕັດແມ່ນຂື້ນກັບແກນ (deviation ≤0mp≤0mp≤0mpa. ໃນລະຫວ່າງການຕັດ plasma, nozzle ໄດ້ຖືກເກັບຮັກສາໄວ້ຫ່າງຈາກຝາຜະຫນັງ 3-5 ມມ, ແລະຄວາມກົດດັນຂອງອາຍແກັສ (Air ຫຼືໄນໂຕຣເຈນ) ແມ່ນຕັ້ງເປັນ 0.6-0mpa. ການຕັດເລເຊີຕ້ອງການດັດປັບຕໍາແຫນ່ງຂອງຈຸດສຸມຕາມຄວາມຫນາຂອງຝາ, ແລະຈຸດສຸມຂອງທໍ່ທີ່ມີຝາຫນາແມ່ນຖືກປັບລົງເປັນ 1/3 ຂອງຝາຜະຫນັງເພື່ອປັບປຸງການຕັດທໍ່.
ການປຸງແຕ່ງຕໍ່ມາມີຜົນກະທົບຕໍ່ຄຸນນະພາບສຸດທ້າຍ. ຫຼັງຈາກຕັດແລ້ວ, ເຄື່ອງບົດມຸມ (ມີລໍ້ປີ້ງ 120-grit) ແມ່ນຈໍາເປັນຕ້ອງເອົາເຄື່ອງໄຟຟ້າອອກເພື່ອເຮັດໃຫ້ພາກສ່ວນຫຍາບ. ທໍ່ສະແຕນເລດຕ້ອງມີຄວາມສາມາດທີ່ຈະຜ່ານການແກ້ໄຂບັນຫາອາຊິດ nitric ສໍາລັບ 10-15 ນາທີ) ເພື່ອປ້ອງກັນການຕັດ. ສໍາລັບຮູບການທີ່ມີຄວາມຕ້ອງການທີ່ມີຄວາມແມ່ນຍໍາສູງ (ເຊັ່ນ: ເຄື່ອງມືວັດແທກທີ່ຖືກຕ້ອງໂດຍມຸມທີ່ຖືກຕ້ອງໂດຍມາດຕະຖານທີ່ທົນທານຕໍ່± 0.1 °.
ການຕັດມຸມຂວາເທິງ fທໍ່ຮູບຊົງຮຽກຮ້ອງໃຫ້ມີການພິຈາລະນາທັງສອງລະບົບການປະຕິບັດງານຂອງອຸປະກອນແລະຂະບວນການ. ໂດຍຜ່ານການຕໍາແຫນ່ງທີ່ຊັດເຈນ, ການເພີ່ມປະສິດທິພາບຂອງພາລາມິເຕີ, ສ່ວນຕັດທີ່ຊັດເຈນແລະຜົນກະທົບຂອງມຸມທີ່ຊັດເຈນສາມາດບັນລຸໄດ້ສໍາລັບການຜະນຶກແລະຄວາມເຂັ້ມແຂງຂອງໂຄງສ້າງຂອງການເຊື່ອມຕໍ່ທໍ່ສົ່ງ.